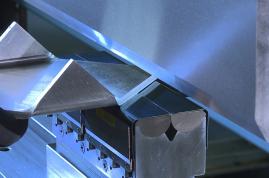
Die Bombierung ist eine wölbende Verformung des Schlittens und des Rosts, die beim Biegevorgang durch die Krafteinwirkung der Brückendecke herbeigeführt wird. Wenn diese Deformierung nicht kompensiert wird, gerät der Biegewinkel unregelmäßig.
Die Mehrheit der Abkantpressen sind mit einem Bombierungssystem ausgestattet.
Clément Contet - Arcode erzählt von seiner Erfahrung als Zulieferer: „Die Faktoren wie das Material, die Länge und die Toleranz sind wichtige Elemente beim Biegen und setzen die Verwendung eines Bombierungssytems voraus. Wir produzieren Werkstücke von 6 m und ohne Bombierung würde die Kante komplett falsch! Es gibt eine sehr große Deformierung.“


Copyright Bystronic Auch Gerrit Gerritsen – Bystronic erklärt, dass „um der Deformierung der Abkantpresse entgegenzuwirken und sie zu kompensieren, es ist nötig über mehrere Elemente zu verfügen:
- Mehrere Hydraulikzylinder auf der Länge und auf halber Höhe der unteren Brücke, die eine perfekte Kompensation der Deformierung der Maschine auf Grund des Biegens des Werkstücks garantiert.
- Die Quantität der Kompensation und die genaue Position dieser Deformierung müssen mit Drucksensoren unabhängig von den Zylindern gemessen werden. Das Ganze muss in Echtzeit während des Biegens stattfinden.
- Die „dynamische Bombierung“ muss einen perfekten Gleichlauf zwischen der oberen und der unteren Brücke erlauben und einen konstanten Winkel über den gesamten Falz bieten.
- Andere Deformierungen, wie die Durchbiegung der seitlichen Pfosten oder der Temperaturwechsel müssen eine direkte Korrektur im UT zur Folge haben.“
„Für unsere 100% elektrisch betriebenen und hochpräzisen Abkantpressen haben wir ein System von Riemenscheiben und Riemen entwickelt und patentieren lassen, das in 99 % der Fälle eine Deformation verhindert“, so Mauricio Gutierrez Matta, „da die Kraft vollständig über das Blech verteilt wird, erfolgt das Abkanten völlig gleichmäßig. Ohne die Deformation steigt die Präzision der Abkantteile deutlich an.“
Die Kontrolle durch den Maschinenführer / Bieger

Copyright AIMM Von Seiten des Maschinenführers erlaubt die gewöhnliche Kontrolle an 3 Punkten des gebogenen Werkstücks Probleme der Bombierung zu entdecken.
Und Daniel Corbion – CDMO empfiehlt „in der Mitte der Abkantpresse zu arbeiten, um zu verhindern die Maschine zu „verzerren“.“
Gaëtan Benoit - AIMM teilt seinen Erfahrungsschatz als Zulieferer: „Beim ersten Werkstück kontrollieren wir alle Falze und Kanten aus allen Winkeln, sowie die funktionalen Seiten. Es ist der einstellende Bieger, der sich selbst kontrolliert und sein Werkstück genehmigt, bevor die Produktion startet.“
Die Winkelkorrekteure auf Abkantpressen
Die Winkelkorrekteure stellen ebenfalls eine große Hilfe für den Bieger dar, der die Maße rechts, links und in der Mitte angibt und die Abkantpresse korrigiert automatisch. Konkret bedeutet das, nach dem ersten Werkstück, dass der Maschinenführer nachmisst und angibt, beispielsweise, dass links 1° fehlt, rechts alles richtig ist und in der Mitte 1,5° fehlen, und damit die Maschine die nötigen Korrekturen vornimmt.

Copyright Colly-Bombled François DEBACKER – LVD präzisiert: „Viele Winkelkontrolleure führen ihre Operation in 2 Schritten durch: Das Messen des Winkels und anschließend die Korrektur. Unser System kontrolliert und nimmt die Korrektur gleichzeitig vor, durch die Verwendung einer Datenbasis je nach gebogenem Material, was es ermöglicht die Biege-Dauer nicht zu erhöhen.“
Serge Bourdier – Salvagnini fügt hinzu, dass „der Winkelkontrolleur manchmal einschränkend ist, denn für ihn müssen die Matrizen alle gleich hoch sein. Wenn der Kontrolleur einen Lesebereich von mehr als 50 mm hat, erlaubt dies Matrizen von unterschiedlicher Größe, wie beispielsweise eine Matrize von 70 mm und eine von 100 mm.“
Zusammenfassend kann gesagt werden, dass der Winkelkontrolleur interessant sein kann, es aber dennoch Einschränkungen bei der Anwendung gibt. Eine Kante, der nicht aus der Matrize kommt, kann beispielsweise nicht gemessen werden.
Copyright - Vervielfältigung nur mit schriftlicher Genehmigung von Metal-Interface
Contenu