Photo: copyright Bystronic

Gérard Boudesocque - AMADA führt in das Thema ein: „Die Industriebetriebe haben große Schwierigkeiten qualifiziertes Fachpersonal zu finden, ganz besonders Maschinenführer/Bieger. Es werden Menschen benötigt, die einerseits in der Lage sind Pläne zu lesen und zu interpretieren und andererseits auch Maschinen programmieren können...“Für die Einstellung an einer Abkantpresse werden große technische Kompetenzen benötigt, wie rechnen, das Werkstück in 3 Dimensionen zu sehen, d. h. sich im Raum zurechtzufinden, einen Plan zu lesen, einen Winkel zu korrigieren, einen Fehler beim Strecken auszugleichen usw.
Und Serge Bourdier – Salvagnini fügt hinzu: „Ein Werkstück auf einer Abkantpresse zu begleiten ist nicht so einfach. Wenn das Werkstück auf die Matrize aufgelegt wird, kann es verrutschen. Der Maschinenbediener muss die Bewegung begleiten. Die Geschwindigkeit gibt dabei die Abkantpresse vor.“
Weiter teilt Gaëtan Benoit - AIMM seine Zulieferer-Erfahrung: „Vor ca. 12 Jahren waren wir mit Einstellern organisiert, die ausschließlich die Pressen einstellten und Maschinenführern, die sich nur um die Produktion kümmerten. Diese Art der Organisation war nur auf Grund der Größe der Serien zu dieser Zeit möglich. Trotz dieser Organisation fehlten uns damals schon Einsteller und ihr Durchschnittsalter war über 40 Jahre!“
Betriebsintern ausbilden
Gaëtan Benoit - AIMM gibt an, dass „es schwierig, wenn nicht sogar unmöglich ist, technische Profile zu bekommen, die es akzeptieren, zusätzlich zum Einstellen, zu produzieren... und überdies in Schichten zu arbeiten – 2 oder 3 Teams (3/8).“

copyright LVD Weiter meint er: „Heute haben wir Bieger, die autonom an ihren Maschinen arbeiten: Einstellung der Abkantpresse, Produktion, Wartung usw. Wir stellen neue Profile mit einer internen Ausbildung an, die auf einem Biege-Ausbildungsprogramm basiert, das wir entwickelt haben. Die Ausbildung startet mit kleinen Korrekturen auf den am leichtesten zu nutzenden Maschinen, anschließend folgt die Montage der Werkzeuge, dann das Einstellen von komplexeren Dingen, dann die Vorbereitung und die Biege-Produktion von A bis Z. Auf diese Weise haben wir unsere Biege-Personal-Schwierigkeiten reduziert!
Und auf der neuen Generation von Abkantpressen wird die Programmierung ausgelagert und von einem Programmierer im Projektbüro vorgenommen. Der Bieger ruft ihn an, macht 2, 3 Korrekturen wenn nötig und kann schnell produzieren. Das ist vor allem eine Zeitersparnis in den Werkstätten, die 3 oder 4 geteilt ist im Vergleich zu unserer alten Funktionsweise.“
Eine für den Bieger bequeme Biege-Station
Die Schwierigkeiten beim Finden und Einstellen von Personal zwingt auch die Mitarbeiter zu binden. Mehrere Aspekte sind dabei zu beachten: Lohnaspekte, aber auch die Qualität der Arbeitsumgebung, vor allem bei der Nutzung von Technologien, die die Arbeit des Biegers verbessern und vereinfachen.
„Es handelt sich darum, die Umgebung so zu verbessern, dass diese nicht mehr so ermüdend ist, sowohl körperlich, als auch geistig“, erklärt Gérard Boudesocque – AMADA.
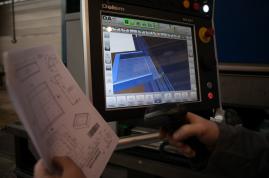
„Ein Maschinenführer, der einen Stapel Pläne bekommt, die er produzieren soll, muss die Machbarkeit und den Betriebsbereich finden und den Plan in die Digitalsteuerung eingeben. Das ist nicht so einfach! Und auch hier liegt eine Fehlerquelle.“
Mehrere Möglichkeiten können untersucht werden, um die Arbeitsumgebung des Biegers zu verbessern.
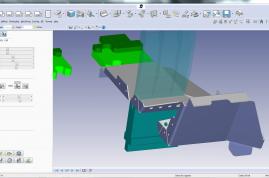
Der Bildschirm auf der Maschine, mit Visualisierung des Werkstücks in 3D, der Verlauf der Kanten in Echtzeit usw. Gaëtan Benoit - AIMM fügt hinzu, dass „dies ein Komfort für den Maschinenführer ist, aber auch verhindert, dass er sich in der Richtung irrt, um zu überprüfen an welcher Stelle er biegen muss oder wie er das Werkstück positionieren muss usw.“

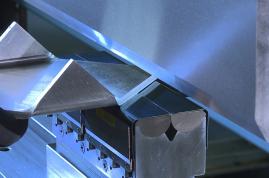
Copyright Colly-Bombled Gérard Boudesocque – AMADA geht weiter ins Detail und erklärt, dass „das Werkzeug anzubringen für den Maschinenführer anstrengend ist, vor allem wenn er 10, 15, 20 oder 30 unterschiedliche Programme auf der Maschine an ein und demselben Tag laufen lassen muss. Das Handling von großen Längen kann auch eine Schwierigkeit sein. Indem Lösungen zur automatisierten Ladung der Werkzeuge, mit einem Magazin, das mehr oder weniger fest an der Maschine ist, wird dafür gesorgt, dass das passende Werkzeug immer rechtzeitig verfügbar ist und nicht mehr viel Werkzeug gehandhabt werden muss. Ein Werkzeug einer Länge von 835 mm zerlegt, das wiegt gleich 10 bis 20 Kilo. 10 bis 20 Kilo mit den Händen zu tragen, und das den ganzen Tag lang, wenn bereits mehrere Werkzeugwechsel durchgeführt wurden, das ist schwierig.“
Klicken Sie hier, um mit diesem Artikel das Thema weiter zu vertiefen:
Werkzeugwechsel auf Abkantpressen: wie können sie optimiert werden?
copyright Bystronic Gerrit Gerritsen – Bystronic betont die Wichtigkeit von Licht in der Fabrik: „Die Helligkeit ist sehr wichtig, denn der Maschinenführer muss gut sehen können, vor allem um die Pläne zu lesen und die Werkstücke zu kontrollieren. Wir stellen fest, dass dieser Punkt oft der Schwachpunkt der Werkstätten ist. Die Abkantpressen können mit sehr starken LED-Lampen ausgestattet werden, um so einen guten Komfort an der Biegestation zu gewährleisten.“
Das Biegen von großformatigen Werkstücken und die Greifarme
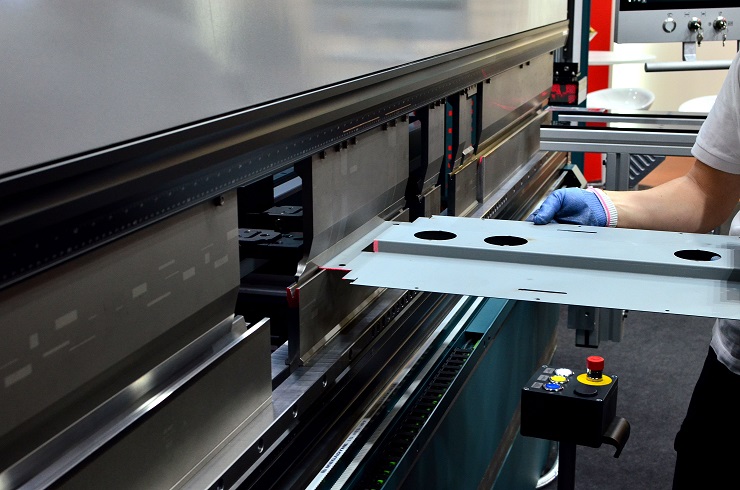
Gérard Boudesocque – AMADA führt weiter zum Thema Biegen von großen Formaten aus: „Die Greifarme erlauben es, das Blech bei der Biegebewegung für große Werkstücke oder Platten zu begleiten. Der Maschinenführer muss dabei das Blech weder beim Anheben, noch beim Absenken begleiten. Dies hilft die Anstrengung für den Maschinenführer zu reduzieren und das verbessert auch die Produktivität und vor allem die Qualität des Biegens. In der Tat können die Begleitungsphasen beim Biegen sich nachteilig auf die Kante auswirken und das Blech brechen. Wenn das gebogene Blech nicht korrekt begleitet wird, können Bruchstellen am Material in der Länge des Falz auftreten, am Matrizenrand. Mit einem Begleitgreifarm wird dieses Problem verhindert, da das gebogene Werkstück in derselben Geschwindigkeit begleitet wird, wie auch gebogen wird.“
 Zwei Situationen machen eine Begleitung des Blechs durch ein Blechbegleitungssystem nötig:
Zwei Situationen machen eine Begleitung des Blechs durch ein Blechbegleitungssystem nötig:
? auf Feinblech, wie beispielsweise bei Werkstücken für Gebäude, Kassetten usw., d.h. großen Blechen, wo sich die Werkstücke durchbiegen. Das Werkstück oder das Blech müssen während dem Biegen und beim Rücklauf des Schlittens begleitet werden.
? für schwere Bleche ist die Begleitung des Werkstücks aus Sicherheitsgründen nötig. Eher als das Material mit einer Brücke zu begleiten, wird hier das Werkstück mit Auflagesystemen begleitet.Romain Dumontel – ATDT erklärt außerdem, dass „die Biegegeschwindigkeit der Maschine reduziert werden kann, um ein leichteres Begleiten zu erlauben, insbesondere bei langen und dünnen Werkstücken mit kleinen Falzen, und auf diese Weise Deformationen zu verhindern. Häufig wissen die Bediener nicht, dass dies möglich ist. Die Geschwindigkeit zu reduzieren kann aber ganz einfach auf der CN, Kante für Kante, vorgenommen werden. Die Auswirkungen auf die Produktivität ist daher nicht zu vernachlässigen und die Qualität wird erhöht.“
Der automatische Werkzeugwechsel auf einer Abkantpresse
Und Pierrick Grand – Extratole präzisiert, „dass eine Abkantpresse, die mit automatisierter Werkzeugbestückung ausgestattet ist, es erlaubt die nötigen Kompetenzen des Bedieners zu limitieren, und daher das Einstellen von Personal einfacher macht.“
Vertiefen Sie das Thema mit dem Artikel: Werkzeugwechsel auf Abkantpressen: wie können sie optimiert werden?
Die Weiterentwicklung des Biegers im Unternehmen
Zusammenfassend meint Gérard Boudesocque – AMADA: „Biege-Programmierungssoftware erlaubt außerdem den Beruf des Biegers in Richtung Methodenservice weiterzuentwickeln. Der Bediener, der sich auf diese Weise weiterentwickelt, hat daher eine echte Legitimität in der Werkstatt, was die Akzeptanz des Biegeprogramms, das mit Hilfe der Software durchgeführt wurde, durch die Bieger erleichtert.“
Vertraulich – Eingeschränkte verbreitung – Copyright Metal-interface.com
Contenu